砥石のバランス修正がKYT(高精度、容易、短時間)に行える
ダイナミックバランシングツールです!
砥石にアンバランスが発生している場合の悪影響や対処方法を前回説明しましたが、
今回は実際にフィールドバランサ Myself-1 typeTⅡを使ってアンバランスを解消する流れをご紹介します。
目次
【構成説明】
Myself-1 typeTⅡは主に下記3つで構成されています。

①本体
各センサから取得した情報を基に、振動を落とすためにバランスピースを
どこに付ければいいのか等の演算、表示を行うコントローラーです。
②回転センサ
研削砥石の回転情報を取得するためのセンサです。
③振動センサ
センサを取り付けた箇所の振動値を取得するためのセンサです。
【測定前の事前準備】
1.反射シールの貼り付け、回転センサの設置
研削砥石の回転状態を取得するために、回転センサを研削砥石の回転を確認できる位置に設置しますが、回転センサから発光されるレーザーを反射し、センサが読み取る必要があるため、レーザー光を反射するためのシールを貼り付ける必要があります。
2.振動センサの設置
砥石の回転により発生する振動を取得するため、振動が伝わりやすい主軸の軸受け部近くに振動センサを設置します。
3.本体の設置
画面が見えやすい位置に本体を設置します。
センサ2種含め設置が完了したら、本体の電源を入れて、設置は完了です。
【バランス修正の流れ】
1.砥石を研削盤に取り付けた状態で砥石を回転させて振動状態を取得。
![]()
2.バランスピース(2つ or 3つ)のうち、1つを5°~20°移動させる。
移動させるバランスピースはどれでも構いません。
![]()
3.砥石を回転させて振動状態を取得。
![]()
4.上記2回測定した振動状態の変化を基に、バランスピースを
移動させる位置がディスプレイに表示される。
![]()
5.算出された位置(角度)にバランスピースを移動する。
![]()
6.砥石を回転させて振動状態を取得。目標修正値まで振動が下がっていれば
バランス修正は完了。
上記の流れをディスプレイ上のアイコンで誘導してくれるため、熟練を必要とせず
すぐに操作が可能となるユーザーフレンドリーなソフト設計となっています。
しかも1~6までの修正作業が5~10分程度ででき、非常に時短効果の高いツールとなっています。
砥石の振動で悩まれている方、加工精度の向上に取り組まれている方、
砥石のバランス取りに時間を取られ効率化を検討されている方は
是非当社のMyself-1 typeTⅡをご検討ください。
レンタル機をご用意しておりますので、興味がある方は当社までご連絡ください。
↓↓Myself-1 typeTⅡの製品紹介ページはこちら↓↓
当社の看板商品である砥石のバランシングが行える
フィールドバランサ Myself-1 typeTⅡ!!

Myself-1 typeTⅡの製品紹介ページ
![]()
参考までに、Myself-1 typeTⅡを実際に操作して、砥石のバランス修正を行う流れも以下に記載しています。
【バランス測定機の操作説明】
1.砥石のバランス修正に必要なパラメーターを選択します。
パラメーターの設定が終わったら、「START」のアイコンをタッチすると、
測定画面に移ります。
全てタッチ操作でできます。画面サイドにハードキーも配置していますので、
タッチパネル操作が苦手な方でも同じ手順で使用できます。
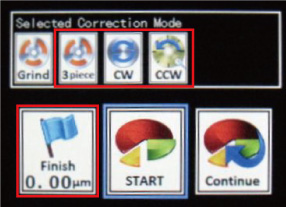
【設定が必要なパラメーター】
・バランスピースが2つ or 3つを選択。
・回転方向がCW or CCWか選択。
・角度を読むとき、どちら向き(CW、CCW)に
読むかを選択。
・目標修正値を設定(Finishのアイコンボタン)。
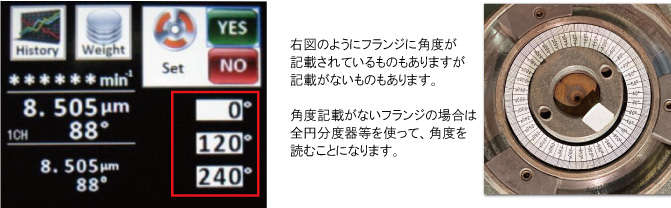
2.測定画面に移ったら、現状のままで砥石を回転させ振動情報を取得します。
回転数が安定したら、振動情報が取得できるようになります。
(下図のように「PUSH “ENTER”」と表示されます)
振動情報を取得したら、砥石の回転を止めます。

3.フランジについているバランスピースの角度情報をMyself-1 TypeTⅡに入力します。
4.バランスピースのうち、1つを5°~20°移動させます。
移動させた後の角度情報をMyself-1 typeTⅡに入力します。
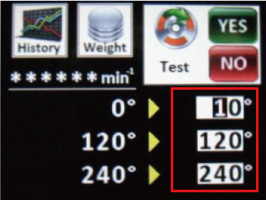
0°の位置にあるバランスピースを10°の位置に移動させた場合は、
左図のように、「0° ⇒ 10°」と入力します。
5.角度情報の入力が終わったら、砥石を回転させ振動情報を取得します。
振動情報を取得したら、下図のように「STOP」とアイコン表示されますので、
回転を止めます。
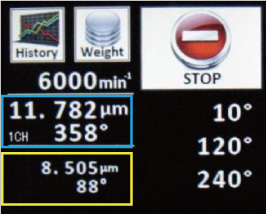
0°の位置にあったバランスピースを10°の位置に
移動させることで、振動情報に変化が見られました。
左図の青枠が、バランスピースを移動させた後の振動情報、黄枠がバランスピースを動かす前の振動情報です。
この変化を基に、どこにバランスピースを動かせば振動が落ちるのかを算出します。
6.下図のようにディスプレイに表示された角度にバランスピースを移動させます。
バランスピースの移動が完了したら砥石を回転させ、振動情報を取得します。

青枠がバランスピースを移動させた後の振動情報となります。
黄枠の初期振動値に比べて、振動値が大きく下がったことが確認できます。
7.振動値が目標修正値より下がっていれば終了となります。
下がりきっていない場合、前項[6]に戻って再修正を行うことで、
更に振動を落とすことができます。

[1]で目標修正値を設定していない場合(0.00μm)は、
[6]の測定が終わるごとに再修正を行うか、
修正作業終了かを選択する画面が
ディスプレイに表示されます。
左図は作業終了を選択した場合の画面です。
簡単な説明となりますが、これで研削砥石のバランス修正は完了となります。
