振動とアンバランスの関係について
ポンプや送風機、ブロア、ファン等を回転させた時に、新設時と比べて振動が大きくなったり、
騒音になっていませんか?
研削盤やマシニングセンタ、旋盤等の工作機械での加工時に、回転数を上げたら振動が大きくなったり、
加工精度が悪化していませんか?
それらは、インペラ、砥石、チャック等、回転体のアンバランスが原因の可能性があります。
アンバランスとは
アンバランスとは回転体の重心が回転軸上にない状態のことを指します。
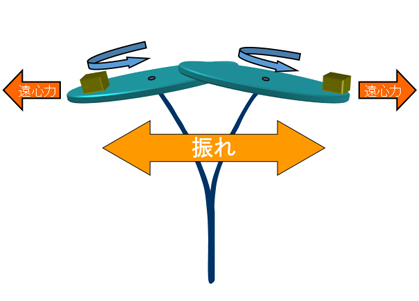
この状態で回転体を回転させると遠心力が発生します。
遠心力は回転速度の2乗に比例するため、回転速度が高いほど、大きな遠心力がかかります。
回転速度が2倍になれば、遠心力は4倍になります。
遠心力によって、回転軸が撓み、回転体は偏芯となり、機器全体に大きな振動をもたらします。
アンバランスは大きく分けて以下の2種類に分けることができます。
①静アンバランス(静不釣合い、静不つりあい、静不釣合、静的アンバランス)
回転させない状態でも発現するアンバランスのことを静アンバランスと言います。
②動アンバランス(動不釣合い、動不つりあい、動不釣合、動的アンバランス)
回転させることによって発現するアンバランスのことを動アンバランスと言います。
アンバランスが発生する原因は?
アンバランスが発生する主な原因は以下となります。
①回転体の材料内で起こる質量分布の不均一。
⇒砥石や鋳造品は製造の過程で、砥粒の分布に不均一が発生したり、内部に鋳巣が発生するため、回転体の質量分布にバラつきが発生してしまいます。
②回転体を軸にセットする際の嵌め合いズレ
⇒回転体を軸にセットするための穴径は、軸の径に対して完全イコールではないため、セットする際に軸の中心からズレが発生してしまいます。
③回転体が複数の部品で構成されている場合の組立公差
⇒回転体を軸に固定するためにキー溝などが設けられていたり、回転体自体が複数の部品で構成され組立の段階で公差分の位置ズレが発生している場合、重心が軸の中心から外れてしまいます。
④研削砥石、エンドミル等、回転体の減肉、摩耗による質量不均一
⇒研削砥石やエンドミル等は使用する度に減肉、摩耗が発生してしまうため、初期時はバランスが取れていても、徐々にアンバランスが発生してしまう。
⑤インペラへの異物固着
⇒送風機のインペラ等、使用する環境によってはインペラに異物が固着します。
異物自体にも重量があるため、異物の固着量が多くなれば、アンバランスを引き起こす要因となります。
アンバランスが起こると、どのような影響が出るのか?
アンバランスが発生すると、遠心力が発生し、回転軸が撓み、回転体は偏心を描き、機器全体に大きな振動が発生します。振動が発生することにより、以下の事象が発生します。
①加工精度の悪化
振動により加工面に工具が均一に当たらず、ビビりマークが発生したりと、加工精度が悪くなります。
②工具の寿命短命化
砥石のドレス回数の増加、エンドミル・バイトへの負荷増加により、寿命が短くなります。
③機器の損傷
主に軸受けに負荷が掛かり、最悪のケース、軸受けの交換が必要となる。
アンバランスを解消するためにはどうすれば良いのか?
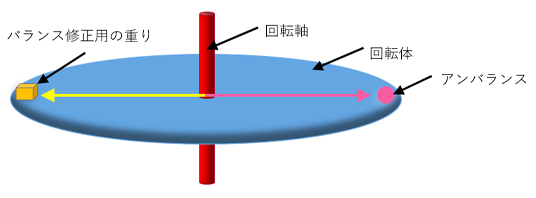
回転軸の中心に重心を持ってくることで、アンバランスによる振動は解消されます。
下図を例にすると、回転軸を基準としてアンバランス(ピンクの丸)と対称の位置に、同じ重量分の重り(黄色の四角)を追加します。
これにより回転軸上に重心が移り、アンバランスによる振動は解消されます。
バランス修正(バランス調整)が必要な回転体とは、どのようなものがあるか?
回転する以上は、アンバランスがあれば振動が出てしまうため、回転体を長く、且つ効率良く使用するためには、バランス修正(バランス調整)が必要です。
回転数が低いものはアンバランスがあったとしても、遠心力も低く、大きな振動にならないケースもありますが、回転数が高い回転体は遠心力も大きくなり、振動も大きくなります。
具体的な例を挙げれば、
送風機、ポンプ、自動車・電車等の足回り部品(ハブ、フライホイール、ブレーキドラム、ブレーキディスク等)、シャフト、ローラー、工作機械(旋盤、研削盤、マシニングセンタ等)、研削砥石、遠心分離機、回転破砕機、エアコンの室外機、スピンドル等非常に多くの製品でバランス修正を行っており、必要とされています。
バランス修正(バランス調整)重りの重量と位置はどうやって算出するのか?
動アンバランスと、静アンバランスでは算出方法が異なります。それぞれの算出方法は以下となります。
1、動アンバランス(動不釣合い)のバランス修正(バランス調整)方法
前述の通り、アンバランス量と振動値には非常に密接な関係があります。
アンバランス量が大きくなれば、振動値も大きくなります。
この関係性を利用し振動値を小さくすることで相対的にアンバランス量も小さくすることができます。
(剛性の高い回転体の場合)
- 当社の製品は下記の方法でバランス修正(バランス調整)修正重りの重量と位置を算出しています。
- ①初期状態(何も手を加えていない状態)で回転させた時の振動値
- ②仮重り(試し重り)によりアンバランス量を意図的に変化させた状態で回転させた時の振動値
- ③仮重り及び①から②への振動変化量よりバランス修正重りを算出
上記測定が可能な機器をフィールドバランサと言います。
ダイナミックバランサ、ポータブルバランサ等とも呼ばれています。
大宮工業では、バランス状態を測定し、バランス修正に必要となるアンバランス重量と位相角度を高精度に算出するMyself-1 typeTⅡという測定機をラインナップしています。

また、大宮工業ではバランス測定から修正まで自動で行うシステムもラインナップしています。
システムは、測定結果を基に修正に必要となる演算を行うコントロール部と、その結果を受けてバランス取りを行うヘッド部で構成しています。
バランス取りをしたい機器に取り付けて、コントローラーを直接操作してバランス取りすることはもちろん、I/O接続し外部機器側から操作することも可能です。

2、静アンバランス(静不釣合い)のバランス修正(バランス調整)方法
当社大宮工業はセンター芯出し3点測定方式を独自開発し、採用しております。
測定対象の回転体を測定機にセットし、芯出しをした状態で回転体の重量分布を測定し、回転体のアンバランス量、角度を算出します。
回転させずに精度良く測定できるため、自動車部品(ハブ、ブレーキドラム、ディスクブレーキ)、送風機・ポンプのインペラ(羽根車)、研削砥石等、幅広い業界、お客様にご採用いただいております。

このページをご覧になられた方は下記製品のページもご覧になられています。




CONTACT
お問い合わせ







- トップ
- 精密測定・監視補助装置
- バランス測定の概念